Sujet Bac Pro TU 2006 publié le 07/11/2007 - mis à jour le 25/06/2010


Les unités de marquage ont été conçues à la demande de l’industrie automobile française pour répondre au mieux aux problèmes de « traçabilité » des tôles dans les ateliers de ferrage (assemblage des éléments de carrosserie). Elles permettent de marquer par embossage un numéro de 8 caractères, dont 7 incrémentés en automatique, sur les organes de sécurité (hauteur du caractère : 4 mm pour une profondeur de marquage de 0,2 mm).
L’unité de marquage est constituée de 2 éléments : une presse et une tête de marquage (Celle-ci peut d’ailleurs à tout moment être remplacée par une tête de serrage). L’unité pneumatique se décline en 3 tailles, la plus petite pouvant se monter à l’extrémité d’un bras robotisé.
- Fonctionnement :
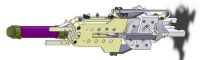
Le vérin pneumatique actionne par l’intermédiaire d’un embiellage le levier 25 qui porte la tête de marquage. Cette dernière vient heurter une tôle, en appui sur l’enclume 12, assurant ainsi l’impression en creux du numéro. Une genouillère composée d’un galet (bague roulement 29) et d’une came (rampe 7) permet d’obtenir l’effort nécessaire.
Le profil de la came permet de conserver un effort constant de marquage durant les 4 derniers millimètres de déplacement de la tête. Son profil permet aussi de compenser les déformations, l’usure des pièces mécaniques de l’unité et les variations d’épaisseur des tôles au niveau du marquage.
Lorsque celui-ci est effectué, un capteur inductif donne l’ordre à la tige du vérin de rentrer.
Unité de marquage

|
Sujet technicien d’usinage - Session juin 2006 | |
| Dossier complet : fichiers Solidworks, dossiers (sujet, technique, réponse et corrigé). |
38,5 Mo |